 |
| HALF SHAFT CONSTANT VELOSITY JOINT |
Differential has hypoid type ring and pinion gear set, and may have one of two cluch pack type limited slip units. Left side of housing is the housing cover and must be removed to expose carrier assembly. Cover incorporates a ball bearing and oil seal for left axle flange, and a bearing cone for the left differential carrier bearing. Right carrier bearing and seal are incorporated in housing. The pinion gear is supported by roller bearings and preload is maintained by a collapsible spacer.
AXLE RATIO AND IDENTIFICATION
Ring and pinion gear set with Klingelnberg tooth design, can be identified by the lettter "K" stamped on the head of the pinion gear; Gleason teeth are noted by an "H" or "F" stamping. To determine axle ratio, divide number of ring gear teeth by number of pinion gear teeth. The number of teeth on ring and pinion, and the code for limited slip differential (S40), is stamped on right side of differential housing.
REMOVAL AND INSTALLATION
DRIVE SHAFTS AND UNIVERSAL JOINTSRemove drive shaft after removing retaining bolts from axle and half shaft flanges. Remove cover from joint housing and snap ring from end of drive shaft. Remove clamps from boot then press drive shaft joint. Remove dust boot-to-joint surfaces, and install seal cover after packing joint with suitable grease.
 |
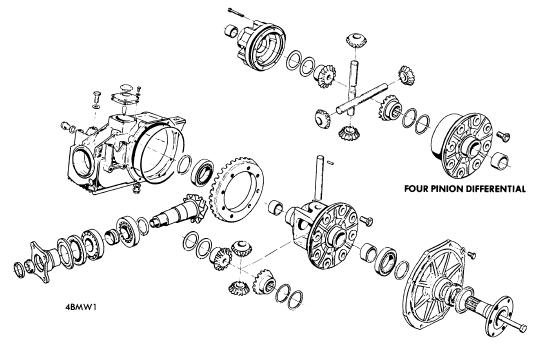
| STANDARD TWO PINION DIFFERENTIAL ASSEMBLY |
 |
| LIMITED SLIP DIFFERENTIALS (TYPICAL) |
AXLE SHAFTS AND BEARINGS |
| PULLING AXLE DRIVE FLANGE |
Raise and support vehicle. Remove wheel, drive shaft, axle flange retaining nut, and using a puller, if required, remove axle flange. Using soft headed mallet; drive axle shaft out of housing. Drive out bearings and seals, then remove spacer sleeve and shim. To install, reverse removal procedure noting the following: Install outer bearing then determine distance between outer races of inner and outer bearings. Measure spacer and shim, then install spacer and a suitable shim that will obtain the specified wheel bearing end play. Pack bearings and new seals with suitable grease, then complete installation procedure.
AXLE FLANGE, SEAL AND BEARING |
| PULLING AXLE DRIVE FLANGE BEARING |
Remove drive shaft. Hold axle flange using suitable tool (7012) and remove flange retaining bolt. Using suitable puller (7011-2) remove axle flange. Pry out oil seal and if required, remove ball bearing on cover side, using suitable puller. To install, reverse removal procedure after packing bearing and/or filling between sealing lips of seal with grease. Install seal flush with housing or cover bore.
NOTE - Differential carrier can be removed from housing with differential assembly installed in vehicle. After removing axle flange, follow Differential Carrier, Disassembly and Overhaul procedure, in this story.
DIFFERENTIAL ASSEMBLYRemove propeller shaft and drive shafts, tie drive shafts up out of way. Support differential and remove bolts securing it to front brackets and rear support. Remove differential assembly. To install, reverse removal procedure, insuring rear support is stress free when installed.
OVERHAUL
DISASSEMBLY |
| CHECKING RING GEAR BACKLASH |
Differential Assembly - Remove differential assembly as previously outlined and mount assemly in suitable holding fixture. Drain oil and mark pinion shaft and companion flange for reassemly reference. remove inspection hole cover, mount dial indicator in one cover bolt hole and check ring gear backface runout and ring-to-pinion gear backlash. Check gear tooth contact patter. NOTE - Refer to Rear Axle Gear Tooth Patterns in this section. Remove axle flanges and side cover, then remove differential carrier assembly. Proceed as follows for standard or limited slip differential carrier disassembly.
Standard Differential Carrier (Two Pinion Type) - Remove carrier bearings using suitable puller (Rolex LM 503349). Separate ring gear from carrier. Drive out pinion shaft lock pin, remove pinion gears shaft and pinion gears, then remove side gears with shims and thrust washers.
Limited Slip Differential Carrier - Remove carrier bearings using suitable puller (Rolex LM 503349). remove bolts securing case-to-ring gear flange (Type 1), or cover-to-case (Type 2), insert case and lift case off clutch and gear assembly. Separate ring gear from flange. Remove clutch components. Lift off hub, remove side gear and one set of pinion gears. Repeat procedure for other half of case.
 |
| CHECKING PINION GEAR PRELOAD (TYPICAL) |
Drive Pinion Gear - 1) Remove differential carrier as previously described, then check pinion bearing preload using an inch pound torque wrench. Remove pinion flange nut lock ring and using a suitable tool (7012) hold flange and remove nut.
2) Press pinion gear out. through flange and housing, then remove oil seal and front roller bearing. Using suitable puller set (6053), remove pinion bearing outer cones from housing.
REASSEMBLY AND ADJUSTMENT
 |
| DRIVE PINION GEAR ASSEMBLY |
Differential Assembly - Reverse disassemly procdure noting the following checks and adjustments.
Drive Pinion Bearing Preload - 1) If original ring and pinion gear set is being installed and gear tooth pattern and pinion bearing preload was satisfactory at time of disassembly, install drive pinion gear using original shim and a new collapsable spacer. If a new gear set is being installed, determine correct size of shim to use in the following manner: Drive pinion gears may be stamped either "+1,2,3, etc" or "-1,2,3, etch". Compare marks on tapered ends of old and new gears. Subtract the two numbers. In relation to original new gears. Subtract the two number. In relation to original shim, a plus remainder means a thinner shim is required, a minus remainder means a thicker shim is required.
2) Remove then reinstall pinion gear, using new shim(s), collapsable spacer, and seal as required. Install compnion flange and nut and tighten nut to obtain specified drive pinion bearing preload. NOTE -
If preload exceeded, new collapsible spacer must be installed, and this procedure is repeated |
CHECKING SIDE-TO-PINION GEAR
BACKLASH (TYPICAL) |
Side-to-Pinion Gear Backlash (Standard Differentials) - Install two pinion gears with shaft and one side gear. Mount dial indicator to carrier so plunger contacts side gear. Force side gear hard against pinion gears, zero indicator, then force side gear hard against case. With proper shim and thrust wahser, backlash should be as specified, and preload of all three gears should not exceed specified value. Repeat procedure on opposite side (with second set of pinion on four pinion type), then retain side gears pressed outward against carrier so axle flange retaining bolts can later be installed.
 |
MEASURING TYPE 1 CLUTCH
ASSEMBLY |
Clutch Assembly End Play (Type 1 Limited Slip Differential) - Assemble clutch assembly without ring gear or case. Apply 220 psi (15.5 kg/sq. cm) to one end of assembly. Measure depth of case. If clutch assembly-to-housing end play is not to specifications, adjust by using thicker or thinner inner cluch disc.
Clutch Assembly End Play (Type 2 Limited Slip Differential) - Without using the four small diameter thrust washers, two small spring washers, or two large spring washers, assemble clutch assembly in housing. Compare depth of housing cover thrust surface and thickness of large spring washers, to distance between edge of housing and outer clutch disc. Install suitable large spring washers to obtain specified end play. NOTE -
If excessive end play exists, thicker outer clutch discs may be installed. |
MEASURING TYPE 2 CLUTCH
ASSEMBLY |
Checking Pinion Gear Torque (Limited Slip Differentials) - With differential carrier assembled, install axle flanges in carrier. Clamp one flange in vise and using and INCH pound torque wrench (Type 1), or foot pound torque wrench (Type 2), turn other flange. If rotating torque of side and pinion gears is not to specifications, install thicker or thinner case cover-to-clutch assembly thrust washers.
Differential Bearing Preload - Install one shim behind carrier bearing outer cone in side cover. Install bearing cone using suitable tool (6053). Install drive flange bolt, without flange, so it contact pinion gear shaft. Install carrier in housing and tighten cover retaining bolts. Check preload by turning flange bolt using on INCH pound torque wrench. When cover bolts are torqued to specifications, measure gap between cover and housing using a feeler gauge. If preload is lower than specified, shims must be thicker than gap; if preload is higher than specified, shim thickness behind cone must be less than gap between cover and housing. Install required shims under bearing cone in cover. Heat ring gear to 176-212 Degrees Fahrenheit, install ring gear on carrier using locking compound on bolts, and install carrier in housing. Check Ring-to-Drive Gear Backlash.
 |
DIFFERENTIAL BEARING PRELOAD
SHIM THICKNESS MEASUREMENT |
Ring-to-Drive Pinion Gear Backlash - With differential bearing preload set, remove inspection hole cover, mount dial indicator in one cover bolt hole, and check ring-to-pinion geaer backlash. Check ring gear tooth contact pattern. NOTE -
Refer to Rear Axle Gear Tooth Patterns in this section. While maintaining established shim thickness, move shims behind carrier bearing outer cones, from one side to the other as necessary, to obtain proper contact patter. After setting backlash, complete differential reassembly procedure.
 |
RING GEAR BACKLASH
SHIM LOCATION (TYPICAL) |







0 comments:
Post a Comment
Note: Only a member of this blog may post a comment.