DESCRIPTION
Rear axle is of the banjo type, utilizing the removable carrier style differential. Light weight construction joins split tublar housings for each side with center covers welded to axle housing. Final drive is of the hypoid style. Axle shafts are semi-floating type supported with bearings at their respective ends in axle housing. Bearings are fitted to axle with pressure type bearing retainers. Pinion bearing preload, side bearing preload, and pinion depth adjustments are made with shims while differential side gears are adjusted with spacers.
AXLE RATIO AND IDENTIFICATIONS
Colt does not attach any tag or other easily identified item to the rear axle housing. Colt vehicles do however, utilize only one kind of rear axle assembly. Removable carrier.
NOTE - There may be two types of differential cases, side gears, and pinion gears. When replacing these components ensure correct parts are selected.
Differential Gear Radio
Application Axle Ratio
97.5"............................................................ 3.889-1
121.7"
Gt and Formula S ................................. 3.889-1
All Others............................................... 3.545-1
REMOVAL AND INSTALLATION
Axle Shafts and Bearings
 |
| FIG. 1 MEASURING AXLE SHAFT DEFLECTION |
2) To remove axle bearing proceed as follows. Grind down bearing retainer at one point until retainer thickness is .04-.06" (1.0-1.5 mm), then chisel ground portion and remove retainer. Using suitable bearing puller or press (CT-1120) remove bearing from axle.
3) Using a dial indicator, inspect axle shaft deflection in three spots (see illustration). Replace axle shaft if specifications are exceeded.
Axle Shaft Deflection Table
Application Std. Value Service Limit
Point "A"..................... 0-.004".............................. .004"
(0.-.10mm)......................... (.10 mm)
Point "B"...................... 0-.002"............................... .002"
(0-.05 mm)........................... (.05 mm)
Point "C"...................... 0-.08"................................. .08"
(0-2.0 mm)............................(2.0 mm)
 |
| FIG. 2 EXPANDED VIEW OF AXLE SHAFT ASSEMBLY |
5) Inspect wheel hub bolts for tightness and bearing outer retainer for deformation, replace defective parts as necessary.
Installation - 1) Fit outer bearing retainer flat side against shaft splined end, then install bearing and inner bearing retainer. Seat bearing retainer with smaller chamfered side directed to the bearing. NOTE - Ensure bearing is completely steated.
2) Lightly coat lips of oil seal and using suitable oil seal installer (DT-1007B and CT-1008) fit axle shaft oil seal in rear axle housing.
3) Using packings and shims in proper sequence, set clearance between bearing and outer bearing retainer to .00-.01" (.0-.25 mm).
4) Carefully insert axle shaft assembly into axle housing using care not to damage seal. Slightly turn axle shaft until splines line up with differential side gears. Align packing oil holes with outer bearing retainer and tighten bearing retainer to axle housing flange. Connect brake line to wheel cylinder and bleed air out from system.
DIFFERENTIAL CARRIER
 |
| FIG. 3 REMOVING DIFFERENTIAL GEAR HOUSING |
Installation -Lightly coat each bearing and gear with oil. Apply sealing compound on packing and axle housing with nuts and tighten. Fill differential gear housing with .96 quart of suitable multi-purpose gear oil (API GL-5).
OVERHAUL
Disassembly
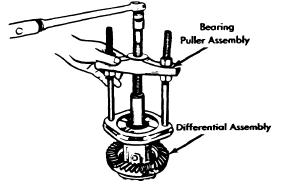 |
| FIG. 4 REMOVING DIFFERENTIAL SIDE BEARINGS |
2) Remove ring gear lock plate tabs and loosen bolts in diagonal sequence, then remove ring gear. Drive out pinion shaft lock pin from ring gear back side using a punch; pull out pinion shaft and pinion. Pinion side gears and spacers are now accessible. Note placement of pinion side gear and spacers and ensure they are reassembled in same position.
 |
| FIG. 5 REMOVING DRIVE PINION BEARING |
2) With suitable bearing puller (C-293-P and C-293-39) remove rear bearing inner race and at same time, pull off drive pinion adjusting shim. Using suitable drift, remove front drive pinion bearing outer race and oil seal. Repeat some procedure to remove bearing outer race.
 |
| FIG. 4 REMOVING DIFFERENTIAL SIDE BEARINGS |
 |
| FIG. 6 REMOVING DRIVE PINION BEARING OUTER RACE |
 |
| FIG. 7 EXPANDED VIEW OF COLT SEPARATE HOUSING REAR AXLE ASSEMBLY |
INSPECTION
Check differential gears for correct tooth contact and replace gears if wear is excessive. Inspect bearing faces for roghness or score marks and replace, if necessary, bearing assembly. Ensure splines of side gears and rear axle shafts fit correctly. Check clearance between pinion gears and pinion shaft, if wear is excessive, replace components.
NOTE - To check gear tooth contact using point impression method, refer to beginning of this section.
REASSEMBLY AND ADJUSTMENT
 |
| FIG. 9 MEASURING CLEARANCE BETWEEN SIDE BEARING AND GEAR CARRIER |
2) Check pinion and side gear backlash as shown in illustration. If backlash is beyond 0-.003" (0-.08 mm) adjust by selecting a side gear thrust washer (spacer) of correct size. If backlash is to be adjusted, ensure right and left sides are equally shimmed.
3) Thoroughly clean all dirt from ring gear mounting surface of differential case. Install bolts and lock washers. Tighten bolts alternately in a diagonal sequence and bend over lock tabs. Ensure lock washers are in contact with case rib after final torque has been perforemed.
Drive Pinion - Using a suitable drift and hammer or a press, seat front and rear bearing outer races into gear carrier ensuring that outer races do not cock. Ensure bearing races are completely seated before proceeding. Install shim between drive pinion and rear bearing. Using suitable bearing installer (CT-1075) press bearing onto drive pinion shaft. If drive pinion and bearings are scheduled to be reused, shims should be replaced with new ones of same thickness. In instances where the gear set is to be replaced, install new shims that are the same thickness as used shims on drive pinion. NOTE - When determining the desired thickness of shim pack, amount of compression the desired thickness of shim pack, amount of compression (sinkage) of shim pack and wear of the bearing (where old bearing is reused) must be taken into consideration
Drive Pinion Depth - Install drive pinion spacer, front bearing, washer, end yoke and washer in order of removal. Fit pinion shaft retaining nut and slowly tighten nut, continuously checking, until pinion bearing preload is 6-9 INCH lbs. (7-10 cmkg) with oil seal not installed. Place suitable cylinder gauge on inside bearing pedestals of gear carrier housing. Place a block gauge on top end of drive pinion and slip a feeler gauge between the two gauges to obtain the correct clearance. The clearance between gauges should be .0118" (.300 mm). This is the standard height and any deviation from this height will be marked on the head of the pinion shaft and side of ring gear. To calculate the correct pinion height, add or subtract the variation value from the standard height. NOTE -Stamped values are in hundredth millimeters. Add or subtrace the correct amount of shims as necessary.
Pinion Bearing Preload - This adjustment must be perforemed after the setting of the drive pinion depth. Remove end yoke and insert the bearing preload adjusting shim between pinion spacer and bearing, then tighten end yoke to 9-11 INCH lbs. (10-13 cmkg). In addition to the preload adjusting shims there are spacers available to provide proper adjustment. After finishing adjustment of drive pinion bearing preload remove the end yoke and apply a thin coat of grease to outer surface of oil seal, then drive seal into position in gear carrier. After greasing oil seal lip, insert end yoke and tighten nut.
Side Bearing Preload - Fit each side bearing into differential case leaving shims out; use suitable tool (CT1102) for this procedure. Ensure side bearings are completely seated before proceeding. Install differential case assembly on gear carrier, then calculate the clearance between side bearing outer race and bear carrier as shown in illustration. After obtaining clearance add .002" (.05 mm) preload figure to each side. Insert shims equally on both sides. Align gear carrier and bearing cap index marks, then tighten cap retaining bolts.
Ring Gear Deflection - Attach a dial indicator to back side of ring gear and measure deflection. If ring gear has excessive deflection, correct position of the assembly in relation to differential case and again perform measurement. Replace ring gear or differential case as necessary.
Drive Pinion Backlash - Measure backlash of drive pinion in at least four different spots on ring gear with drive pinion securely fixed in final position. Set up a dial indicator on ring ring gear teeth edges. If measured backlash is greater than .005-.007" (.13-.18 mm), shift shims from ring gear side to back of the ring gear to obtain proper backlash. If the measure value is less than standard value, reverse the moving of shims as stated above. Side bearing shims are available in various thicknesses.
NOTE -Check gear tooth contact using paint impression method described at beginning of this section.
Final Inspection and Assembly - Lightly coat each gear and bearing before and during reassembly with gear oil. After installing each component, ensure all rotating parts are free to move smoothly. Install differential gear assembly to axle housing after applying sealing agent and tighten gear carrier mounting nuts in diagonal sequence.


Advertisement:





0 comments:
Post a Comment
Note: Only a member of this blog may post a comment.