Models Covered:


MGB & MGB/GT (1968-74)
MGC & MGC/GT (1969)
DESCRIPTION
Rear axles are hypoid design with center line of pinion set below centerline of ring gear. The axle shafts can be serviced without removing axle from vehicle. All differential adjustments are performed using shims. No adjustments for axle shaft end play is necessary. A collapsible spacer is used on drive pinion shaft.
AXLE RATIO AND IDENTIFICATION
Only one basic axle design is used on these models. To determine axle ratio, divide number of ring gear teeth by number of pinion gear teeth.
REMOVAL AND INSTALLATION
AXLE SHAFT AND BEARINGS
1) With vehicle raised and supported, rear wheel remove and handbrake released, remove contersunk screws (disc wheels) or nuts (wire wheels) securing brake drum. Top off drum. It may be necessary to loosen brake adjusters if shoes hold drums. Remove cotter pin and unscrew slotted axle shaft nuts and remove hub. Disconnect brake cable and hose.
2) Remove brake backplate, then remove oil seal collar bearing hub cap and oil seal from axle shaft. Remove axle shaft using suitable tool and press bearing from shaft. To install, repack bearing with grease and reverse removal procedure. Use suitable tool to drift axle shaft into position. Lubricate and install new oil seal with lip facing inwards.
PINION FLANGE AND SEAL
1) Raise and support rear of vehicle, remove wheels and brake drums. Drain rear axle. Mark propeller shaft and pinion flange for correct reassembly and disconnect propeller shaft. Using suitable tool, measure and record torque required to rotate pinion. Using tool to prevent pinion rotation, remove flange retaining nut and washer, withdraw pinion flange. Extract and discard oil seal.
2) Grease edge and sealing lip of new oil seal and install seal flush with axle housing. Install pinion flange and washer, and screw on retaining nut gradually until resistance is felt. Rotate pinion to settle bearings and measure torque required to rotate pinion. If reading obtained is less than value obtained during disassembly, tighten nut a VERY small amount, resettle bearings and recheck torque. Repeat this procedure until a reading equal to previous reading, but not less than 4-6 INCH lbs. (4-7 cmkg) is obtained. CAUTION - Preload build up is rapid, tighten nut with care. If a torque reading in excess of 6 INCH lbs. (7 cmkg) is exceeded, axle must be dismantled and a new collapsible spacer installed. Continue reassembly reverse of disassembly procedure.
AXLE ASSEMBLY
1) Rear rear of vehicle and mark propeller shaft and flange for correct reassembly. Disconnect propeller shaft. Remove nuts and washers securing each end of rebound straps to anchor pins on axle and remove straps. Disconnect handbrake at operating levers and remove cable clamp from housing. Remove nut securing brake balance lever to pivot on axle housing. Disconnect shock absorber from rear spring clamp plate.
2) Disconnect brake line and release exhaust pipe from exhaust manifold and supporting brackets, lower exhaust pipe assembly. Remove nut and washer from each spring front anchor pin. Support axle housing and remove rear shackle plates, brackets and rubber bushings. Lower axle support until axle and spring assembly rests on wheels. Remove front anchor pins and roll assembly from beneath vehicle to reinstall, reverse removal procedure.
OVERHAUL
DISASSEMBLY
1) Drain and remove axle from vehicle. Remove axle shafts and hubs. Remove differential cover and mark each differential bearing cap before removal to ensure correct replacement. Remove bolts and bearing caps. Before differential assembly can be removed from axle housing, housing must be stretched with a suitable stretching tool (18G-131 C). Do not stretch housing more than is absolutely necessary or housing may be damaged. Maximum stretch is .012" (.3 mm) or 9 flats of tool 18G-131 C. Pry differential assembly out of housing using care not to damage case or apply leverage on stretcher. Release housing stretcher
2) Bend back locking tabs and remove ring gear bolts and ring gear. Drive out pinion shaft pin and rmeove shaft. Turn differential gears by hand until pinions are opposite operating in differential cage and remove pinions and thrust washers. Remove differential gears and thrust washers, if necessary remove differential inner bearing races using suitable tools.
3) Before removing pinion measure preload; if this is zero, install new pinion bearings. Hold pinion flange and remove pinion nut and washer. Remove flange by tapping with soft hammer. Remove pinion by pressing out, do not drive out. Using suitable tools, remove front and rear bearing outer races form axle housing. As front race is removed, oil seal will come out with it. Remove rear bearing inner race from pinion.
REASSEMBLY AND ADJUSTMENT
Drive Pinion Depth - 1) Install bearing outer races in axle housing using suitable tools. Using a dummy pinion (18G-191H), install inner race of bearing on dummy and plate in housing without collapsible spacer or oil seal. Install inner race of front bearing. NOTE - A standard pinion head spacer of .208" (5.3 mm) is incorporated in dummy pinion. Install pinion flange and tighten nut gradually until a bearing preload figure of 10-20 INCH lbs. (11-20 cmkg) is obtained.
2) Clean dummy pinion head and position dial indicator foot on pinion head and zero indicator. Move indicator until foot of gauge rests on center of differential bearing bore and route indicator reading. Repeat this procedure on opposite bearing bore and average the two figures. The reading shown on indicator will be amount of correction necessary from standard spacer of .208" (5.3 mm). If indicator reading is negative, reduce spacer thickness by this amount and visa versa.

3) Allowance must also be made for pinion depth marked on pinion head in a rectangular bracket. If marking is positive, reduce washer thickness by equal amount and visa versa. A tolerance of .001" (.03 mm) is allowed in thickness of washer finally installed. Remove dummy pinion.
Pinion Bearing Preload - 1) Install washer of thickness calculated above under pinion head. Install pinion inner bearing race. Insert pinion into case and install collapsible spacer with small diameter towards shoulder of pinion head. Support head of pinion and press outer bearing onto pinion using care not to compress spacer .Grease edge and sealing lip of seal and install seal flush with axle housing. Install flange, washer and nut.
2) Tighten flange nut slowly until spacer starts to collapse. Rotate pinion to settle bearings and check pinion preload. Continue tightening very small amounts between each preload check until specified preload is obtained. CAUTION - Bearing preload is rapid. If preload torque of 24 INCH lbs. (30 cmkg) is exceeded, pinion must be dismantled and a new collapsible spacer is installed.
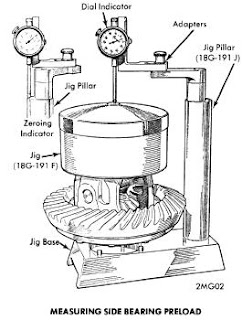
Side Bearing Preload - 1) Assemble each inner and outer bearing race to differential assembly. Using ring gear setting tools (18G-191, 18G-191 F & 18G-191 J) place differential assembly onto jig and load ring gear assembly (see illustration). Spin unit to settle bearings. Standard measurement of bearing bores is 7.243" (183.98 mm). Any excess machined from bores will be marked A and B on axle casing. The A and B tolerances added to standard measurement will determine overall dimension, see example
EXAMPLE
Differential case standard....................... 7.243 (183.98 mm)
PLUS value "A" stamped on case.......... .001" (.025 mm)
PLUS value "B" stamped on case.......... .002" (.038 mm)
Total distance between bores................ 7.246" (184.05 mm)
2) Clean head of jig pillar and place dial indicator on pillar and zero indicator on pillar head. NOTE - Pillar is standard height of differential to settle bearings and move arm of dial indicator to machined face of jig and take a reading. Add this variation to the standard height to obtain total width of differential assembly. For example:
EXAMPLE:
Differential assembly standard.................... 6.972" (177.10 mm)
PLUS indicator reading............................. .008" (.203 mm)
Total differential assembly.......................... 6.980" (177.30 mm)
3) Subtract total width of differential assembly, found in 2) above, from total distance between the bores, found in 1) above. To this value, add specified bearing preload value and divide the result by 2 to obtain shim thickness equal values for both sides of assembly
EXAMPLE
Total distance between bores...................... 7.246" (184.05 mm)
MINUS total differential assembly............... 6.980" (177.30 mm)
Result......................................................... .266" (6.75 mm)
PLUS bearing preload................................ .004" (.102 mm)
Total shim thickness.................................... .270: (6.86 mm)
Shim each side............................................ .135" (3.43 mm)
Backlash Adjustment - 1) Correct figure for backlash to be used with any particular ring and pinion is etched on rear face of ring gear. Increase shim thickness on opposite side to ring gear by this amount and decrease shim thickness on ring gear side by same amount.
EXAMPLE

Calculated shim thickness............................ .135" (3.43 mm)
MINUS backlash value............................... .008" (.203 mm)
Ring gear side shims.................................... .127" (3.23 mm)
Calculated shim thickness............................ .135" (3.43 mm)
PLUS backlash value.................................. .143" (3.62 mm)
2) Install differential in axle housing. Replace bearing caps and tighten bolts. Set up dial indicator to accurately measure backlash of ring gear. If backlash is not at value etched on ring gear, move shims from side to side to obtain correct value. A movement of .002" (.051 mm). shim thickness from one side of differential to the other will produce a variation in backlash of about .002" (.051 mm). Ensure absolute cleanliness during above operation to ensure accuracy. Continue installation in reverse of the removal procedure.
Advertisement:





0 comments:
Post a Comment
Note: Only a member of this blog may post a comment.