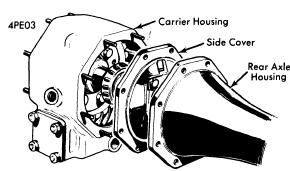
DESCRIPTION
Peugeot split housing rear axle uses a steel worm drive pinion against a bronze ring gear. The axle housing is aluminum allow. The gear reduction is 4.2:1 (5X21). Both axle shaft tubes are bolted to rear axle housing. Removal of right axle tube provides "side cover" access to axle housing internal parts. Propeller shaft is enclosed and splined onto steel drive pinion of rear carrier.
AXLE RATIO & IDENTIFICATION
 |
| REMOVING REAR AXLES |
REMOVAL & INSTALLATION
AXLE SHAFTS & BEARINGS
Removal - 1) Lift vehicle from rear and place stands under axle shaft housings. Remove wheel and brake drum. Remove nuts securing flange (backing plate) to axle housing. Attach axle shaft sliding hammer (special tool 8.0601) to axle with lug nuts. Slide block outward against shoulder of tool to release axle shaft complete with flange and bearing.
 |
| SPECIAL TOOL FOR REMOVING REAR AXLE BEARING |
Installation - To install, reverse procedure using adaptor press on bearing and then press on new collar. When installing bearing and collar, observe the following precautions:
 |
| SEPARATING REAR AXLE HOUSING FROM REAR CARRIER HOUSING |
DIFFERENTIAL CARRIER
Removal - 1) With vehicle raised and supported, disconnect shock absorbers, stabilizer bar, parking brake cables and hydraulic brake hose (plug end of brake hose). Lift rear of body or lower rear end to remove coil springs. Remove exhaust pipe flange from exhaust manifold and exhaust pipe clamp from transmission housing.
 |
| DISASSEMBLING DIFFERENTIAL ASSEMBLY |
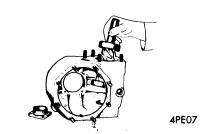
3) Lift rear of vehicle enough to allow removal of rear axle and wheel assembly. Remove propeller tube from rear carrier housing. Remove wheels and axle shafts (as previously out-line). Disconnect brake backing plates and unbolt axle shaft tubes from rear carrier housing. Separate axle tubes from rear carrier by tapping gently on each tube flange with mallet.
 |
| REMOVING STEEL WORM GEAR FROM CARRIER HOUSING |
OVERHAUL
DISASSEMBLY
1) With carrier housing removed and placed on its left side, remove differential from carrier housing. Place differential in soft jawed vise and remove bolts from side of ring gear (differential) assembly. Discard bolts, as new ones must be used on reassembly.
2) With differential removed from carrier housing, remove front oil seal, spacer and rear cap. To remove steel worm gear, dip housing in boiling water until housing is at temperature of water. Place housing in soft jawed vise with spline of worm gear facing downward through vise. Drive worm gear and bearing assembly downward and out of case. Use drift (special tool 8.0505) to remove outer races of differential bearings. NOTE - Do not interchange races.
REASSEMBLY AND ADJUSTMENT
1) On the steel drive pinion, coat both bearing seats with lubriplate and press on both front and rear bearings. NOTE - When pressing bearings, only apply pressure to inner race of bearings.
2) Place carrier housing in hot water until temperature reaches 190°F (88.0°C). With housing pre-heated, place housing in soft jawed vise with filing hole facing downward. Install pinion worm gear in housing. Hold pinion and install front spacer without its rubber ring. Hold assembly in place by means of cast iron plate, placed over spline end of pinion. Tighten plate with two diagonally opposed nuts.
 |
| PRESSING BEARINGS ONTO WORM GEAR SHAFT |
 |
| INSTALLING WORM GEAR INTO CARRIER HOUSING |
 |
| SEATING WORM GEAR |
| PROCEDURE FOR DETERMINING THICKNESS OF SHIMS FOR REAR WORM GEAR BEARING COVER |
 |
| INSTALLING SIDE BEARING OUTER RACE |
 |
| REASSEMBLING DIFFERENTIAL |
4) Use drift (special tool l) to install side bearing outer races (one in housing and one in side cover) to depth of .040" (1.0 mm).
5) If pinion gears were removed from bronze ring gear, reinstall. Install differential side gears into ring gear side plate, using new composition thrust washers. Install ring gear side plates on to bronze gear with 5/16" (7.9 mm) holes aligned with end of pinion grearshaft. Bolt side plates together using six new bolts. NOTE - Bolt heads must be on side of ring gear marked with gear ratio. Torque bolts to specifications and stake bolts by punching metal into one castellation of each nut.

6) With side plates bolted onto bronze ring gear, install assembly into carrier housing (ratio marking should face upward). Differential is properly seated on lower side bearing if it turns freely by rotating worm gear (pinion). Install housing side cover with paper gasket coated with Permatex number 3. NOTE - Make sure locating boss is next to drain plug and hole of side cover, install spacers (see illustration).
 |
| INSTALLING SPECIAL TOOL ON LEFT SIDE COVER |

 |
| INSTALLING SPECIAL TOOLS & MEASURING DEPTH OF LEFT SIDE BEARING |
8) Turn assembly over, using special tool (K) as a support. Install special clamp (tool M) and apply slight pressure on outer race of side bearing. Hold depth gauge (tool N) against housing side and push plunger to touch outer race of side bearing. Lock plunger and use gauge "N" to check bearing plate "A" to determine shim thickness. Remove clamp "M" and install shims. bearing plate and both locking straps. Tighten bolts (of locking straps) to specifications.
 |
| PREPARING DIFFERENTIAL FOR ADJUSTMENT |
9) Turn assembly over so that it sits on side cover. Remove clamp "L" and tool "K". Install clamp "M" and apply slight pressure on outer race of side bearing. Use depth gauge (tool N) to determine shim thickness, as outlined in step 8). Remove clamp "M" and install shims. Install bearing plate and both locking straps. Tighten bolts, of locking straps, to specifications.
10) Remove spacers installed on side cover and install right hand axle housing.

| INSTALLING SHIMS & LOCKING PLATES |
Advertisement:





0 comments:
Post a Comment
Note: Only a member of this blog may post a comment.